Малеееиииийй...
Момчета, ставаше въпрос да се задават въпроси, да се дават по възможност отговори, или както се казва за нормалните форуми
– да се споделя опит и знания!!!
А вие тук сякаш отново сте го обърнали на мерене онези си работи...Ще се отклоня малко, защото има някои заблуди,
които не трябва да се повтарят.
Повторението на грешките, без тяхното отстраняване
не носи никаква полза.
Говорим за домашно принтиране на дребни детайли от
които да си сглобяваме модели. Принтери с цени от 50 000 до
350 000 (такъв скъп ползваха само автомобилната промишленост,
(но и те се отказаха) въобще не ни интересуват.
Виждал съм 3D-принтери с цена под 100 лв!!!
Има и такива с цени около 500 евро, но и такива в рамките на 1000-3000 евро. Всъщност има за всякакъв вкус и кесия.
Избора на принтер са определя единствено от това което бихме искали да произвеждаме на него.
Дрруги фактори които оказват влияние върху избора на 3D-принтери, са габаритите на детайлите и рзбира се дебелината
на слоевете. Но тъй като това за дебелината се контролира и
от материала който искаме да ползваме, към това ще се върна
малко по-късно.
А като стана въпрос за материяли.
ЦАП/ЦАМ има също изключително различни.
Както знаем, въпросния „бял метал“ както го наричат в много
сайтове (за мен винаги си остава сив цвят), е смес от метали
като мед, цинк, калай, олово и други. Различните пропорции
определят както начина му на обработка, така и поведението
на крайният резултат. Накратко – цинка придава определена
твърдост, медта определена адхезия и възможност за обрботка,
калая е по скоро свързващ елемент, който заедно с оловото, му
придават определена ковкост (термин от металообработката).
Това са основните материали определящи свойствата на изделията от "белия“ метал.
Според начина на изработка детайлите от него са два
вида – пресовани и отляти.Пресованите са правят или чрез
студено пресоване във формата, като самата смес се
насипва във вид на метален прах (с едрина като пясък) с
последващо пресоване с голям натиск. Правил съм такива
детайли, по този начин, още в ученическата си практика някога
по социалистическо време в завод ЗИТ (Завод за Изчислителна
Техника).
Пресованите се правят и чрез студено пресоване на готови заготовки във вид на листов материал, като едновременно с
това се изрязват излишните части с придаване на сложна
форма на остатъчния детайл.
Така се правеха у нас по лиценз на „Machbox“ малките автомобилни модели (имам цялата колекция от BG).
Там се прилагаше и другият метод – горещо леене под налягане в шприц форми, подобно на пластмасовите
модели. Така или иначе имаше и пластмасови детайли по количките, та технологията им беше близа и позната.
Като минахме на горещото леене, стигаме и до обикновенните горещи отливки от „бял“ метал в пясъчно-формовачни смеси
или температурно устойчиви силиконови калъпи.
Това е често ползван метод за дребни детайли произвеждане
от „месинговите“ фирми. Често ако конструкцията им позволява,
и те отливат и цели котли за парни локомотиви, по този метод. Логично тези смеси (виж по-горе) да са с наличност на повече
калай (за твърдост) и олово (за ливкови качества). Те се
различават най-вече по цвета – именно са доста „бели“ или лъскави.
Тъй наречената ЦАМ-чума се развива именно от наличния калай в сместа. Такъв ЦАМ впрочем се влияе и от отрицателните температури (при охлаждане или съхранение).
Оловото напротив – придава по голяма устойчивост на тази чума.
Калая е с по-едричка кристална решетка и по-лоша ковкост.
Именно ако „разчупите“ детайл от ЦАМ (кой не си е чупил мачбокс-количка?) виждаме вътре кристалната структура.
Тоест т.н. „чума“ е силно зависима от материала по който
евентуално е „налазила“ и въоще
не е задължително да се проявава винаги. По-малко се влияе от начина на обработката (пресовени или леене).
Нито колекцията ми от Мачбокс я е хванала, за последните 30-35 години, нито локомотив изработен преди 56 години. И е показал
завидна здравина, въпреки неколкоратното му изпускане
на пода (един път на крака ми). Той пък е лят през далечната 1962г от фирма „ROKAL“ в масов тираж и се продава и до сега в
бея!!!(BR-03)
При Жоро съм виждал модел на електровоз от въпросната Брава, донесен от възрастен господин за ремонт.
Модела се оказа метален (доста тежък дори за Н0) производство някъде към 50-те години. Висока детайлност, здравина и всичко което бихме желали. Господина много държеше на него и искаше да бъде ремонтиран. Корубата му беше в перфектно състояние, за разлика от четките и липсата на масло в зъбните
предавки!!! Ама никаква цинкова чума не го беше хванала.
Всичко е въпрос на материал все пак.
Сега по въпроса за виждането на редовете при 3D-принтирането.
Ми ще се виждат разбира се!!! Най-малкото ако е грешно подбран материала. Често за да ни излезне по-евтино, се доверяваме на
производителя, на който не му пука, дали ти знаеш какво искаш (то на тая цена). Пък и не е длъжен да те обучава какво да
правиш с детайла като си го получиш.
Говоря за тъй нареченият „постпроцес“ на обработка, до получаване на нужния резултат.Да не забравяме, че още при проектирането на детайла, това също трябва д асе предвиди, един път като възможност за
постпроцес обработка от ръцете ни (със съответните
инструменти и помощни материали) и втори път – като
възможност на правилно подбран материал за определин вид постпроцес. Тук се даде пример за едни коруби изработени
на 3D-принтер, на които им се виждали слоевете.
И така по реда за получаване на приемлив резултат.
1.Проектиране на корубата с материал който не само му е определяща цената, но и възможностите за финн печат.
2.Ползване на 3D-принтер, който има възможност както за финна дюза (също се опрределя и от материала) така и за финна стъпка
на „отпечатване“...и не е нужно да е скъп – съвременната електроника и механика позволяват да е от прекрасно
съотношение цена/качество!!!
3.При условие, че ние ползваме т.н. пластмасово принтиране, хубаво е освен реглаж на екструдера, да може да работи със
сменяеми дюзи (съответно реглаж и на стъпката на главата),
така и масата му да е съответно с регулируемо подгряване.
Това пък способства за добро прилепване по време на печат (отлепянето е лесно) за избягване на изкривявания от
температурни разлики при отпечатване на големи детайли.
(като коруби примерно).
4.Постпроцес. Според материала който е избран за печатането, съответно се прилага един или няколко различни постпроцеси на обработка получинеят резултат.
Единият възможен пост процес за премахване видимите слоеве от принтирането е както предположи
и Митко. С шкурене. Може и предварително китване, било то с шпрей или пастообразен кит (Сърфейс или Милипут)
и последващо шкурене. Метода е полезен при лесно достъпни повърхности за пилене и шкурене.
Ами какво правим когато са на по „завъртяни“ места или са дребни, или са с по-сложна детайлност?
Другият възможен постпроцес е от два спогателни които,
често се комбинират по между си.
Първият е „обмазване“ на повърхностите с помощта на четка (ушоклечка) допълнително с т.н. „сок от материала“.
Въпросния „сок“ си го приготвяме сами от отпадачният материал при принтирането или го взимаме готов
(не всяка фирма за консумативи го ппредлага обаче) от там от където сме си купили ролката за екструдера.
Представлява ацетонов или друг разствор с различна гъстота (ако ние си го правим – това се контролира лесно) с който обмазваме детайла.
Някой мосделисти направо потапят детайла и веднага го отцеждат и оставят да изсъхне. За целта на съхненето, е хубаво
да имаме т.н. „чиста камера“ защото в противен случай рискуваме
да ни се полепят прах (или други боклуци) по детайла докато съхне. Който си е пръскал сам модели, знае за какво става въпрос.
Детайла след около 2-3 часа е готов и изсъхнал. Все пак е желателно да не се пипа 24 часа, до пълното му готовност за
обработка. Особено ако разствора ни е на ацетоново основа.
Вторият е слагане на детайла в т.н. „ацетонова баня“. Като се казва баня, не си представяйте буквално обливанеи киснене
с ацетон. В същността си процеса спомага на детайла да се
„надиша“ с ацетон. Това му помага не само за заглаждане на
въпросните видими чертички от пластовете при 3D-принтирането,
но и сдобиването му с перфектен гланц и съответен блясък.
Процеса е двузначен и двузадачен – колко трябва да ни е гланциран, за да скрие пластовете, да „лъсне“ с блясък, но пък и
да ни „задържи“ дълготрайно боята в последствие.
Тук именно е препоръчително преди боя, да обработим детайла също като готовите фабрични. Преди пръскането с боя, да го
измием със сапунена вода, спирт и обработим с шпрейкит.
Гарантиран резултат – боята няма да се люпи лесно
(особено ако я запечатаме и с безцветен лак на финала).
Та да се върна на „банята“ – според големината на детайла, практически се нареждат на дъното и стените, на буркан с хубава
капачка, на един-два пласта домакинска хартия.
Ако става въпрос за локомотивна коруба, буркана трябва да я
побира без да се опира някъде. Не е задължително перфектното нареждане на хартията. Чрез впръскване със спринцовка по нея,
се въвежда известно количество ацетон върху домакинската
хартия, равномерно по дъното и стените. Въпроса е да се получи
равномерното дишане/изпаряване на ацетона (детайла се
поставя на някаква подложка (алуминиева става) или се
закрепва чрез окачване на конец (кошничка) в средата на буркана.
Затваряме плътно капачката и загряваме камерата (буркана)
на около 40-60-80 градуса.Някой го оставят на работещ радиатор от парното, други пък ползват подгреваемата маса на самия
3D-принтер. Камерата се „изпотява“ с ацетонови пари (дори поччва да се капкова по стените) и детайла започва да диша
ацетон. Процеса е бавен и зависи от температура, материала и
времето. Това се определя и от опита. След около 2-3 часа
(а може и по-малко) камерата се отстранява от подгряването и
детайла (в никакъв случй не го докосвате там където не трябва)
се изважда да „съхне“. Не е нужно да се „пече“ или „духа“ със
сешуар (примерно) ами просто го оставете да изветрее излишния
ацетон. Впрочем въпросния прост процес се оказва, че и прави каруците доста по-добре добре от "ниво крехки". А ако е правилно и бавно изсушаванито, ги прави и доста по-добре прозрачни (ако материала позволява).
За финал, няколко снимки от наглед дребни детайли, които обаче показват възможността на гореописаните два (комбинирани)
постпроцеса на обработка за детайли от пластмаса (ABS и PTL):
След сваляне от принтера

,

След дълъг постпроцес в камера.

,
Полученият резултат от 3D-принтера.
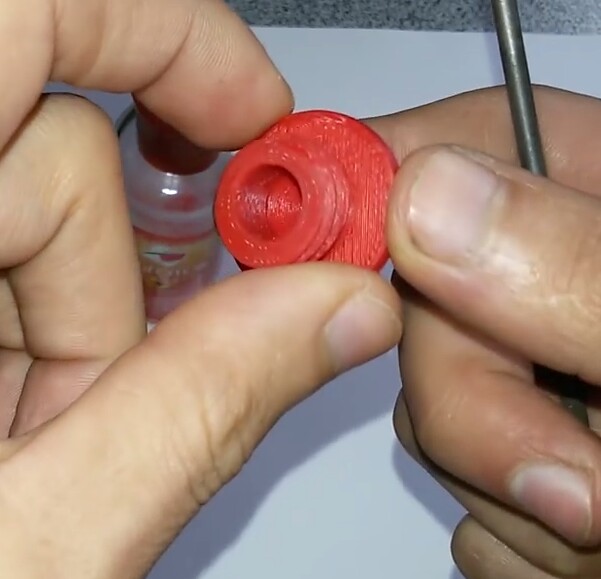
След обмазване с матеиален разствор и четка.

След дишането на същият детайл и в постпроцест камерата.


Вторият детайл както виждате е с милиметрова резба,
която не само се заглади, но и работи отлично като такава.
Това за да покаже възможностите на този пост процес !
Както и при първият начин . може след 2-3 часа да се вземе и в ръка, но е желателно да минт 24 часа до пълното му втвърдяване.
И при двата постпроцеса, очите ни както и постепенно натрупаният опит си казвт своето.
Опит е за всеки детайл и материал, а очитени до получаване на нужният ни резултат.
Дали ще пилим и китваме неколкократно, или ще наблюдаваме заглаждането през стъклените стени на камерата – от нас в
много голяма степен зависи крайният резултат.
Та така...
Ще прождължим надявам се по темата, не само с мерене на пиш*ки, или кой какво има ...ама е секретно, „та няма да го
оповестя в ефир“, ами и със споделяне на опит и знание.
Ако наученото бъде споделено тук, наистина можем да се наричаме колеги,
защото един друг, бихме си спестили грешките допускани от нас,
за да не бъдат повтаряни от колегите тук!!!
На тези които биха възразили, че са вложили пари, време и натрупан опит,за това не биха го споделили тук, ще попитам само:
- Книга ли ще издавате или как смятате да си върнете времето и парите в придобиването на този опит и знания?
- Не ви ли е неудобно някак, тук да се споделя опит от който вие да се възползвате само?
Нищо лиично, но това е форум точно за споделяне на опит и резултати от постигнатото
в ж.п.моделизма, а не конкурс за „кой е по-по-най“ с парични и други награди!!!

